CGI Material Data
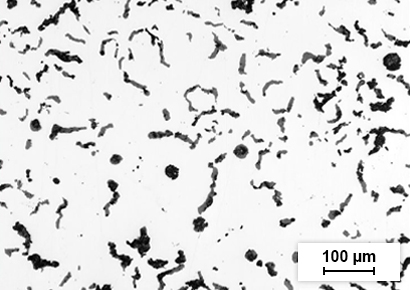
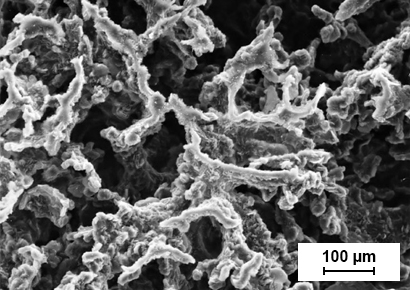
The graphite particles in Compacted Graphite Iron (CGI) appear as individual ‘worm-shaped’ or vermicular particles. The particles are elongated and randomly oriented as in grey iron; however, they are shorter and thicker than the graphite flakes in grey iron, and have rounded edges. While the compacted graphite particles appear worm-shaped (vermicular) when viewed in two dimensions, deep-etched SEM micrographs show that the individual ‘worms’ are connected to their nearest neighbours within the eutectic cell. This complex coral-like graphite morphology, together with the rounded edges and irregular bumpy surfaces, results in strong adhesion between the graphite and the iron matrix. This compacted graphite morphology inhibits crack initiation and growth and is the source of the improved mechanical properties relative to grey iron.
The ISO 16112:2017 international standard for CGI provides for five grades of CGI, ranging from a minimum tensile strength of 300 MPa to 500 MPa (GJV 300 to GJV 500). For each of these grades, the microstructure specification requires a nodularity range of 0–20%. Pearlite content can be chosen to suit the application, with the GJV 300 Grade being fully ferritic and the GJV 500 Grade being fully pearlitic. Flake graphite is inadmissible. As with grey iron and ductile iron, specific alloying elements can be added to enhance high temperature strength, wear resistance or other properties. A full range of heat treatments, including austempering, can also be applied. Typical chemistry ranges are provided below, although the chemical specification of CGI castings is subordinate to mechanical properties.
Typical Chemistry Ranges for 0–20% Nodularity CGI

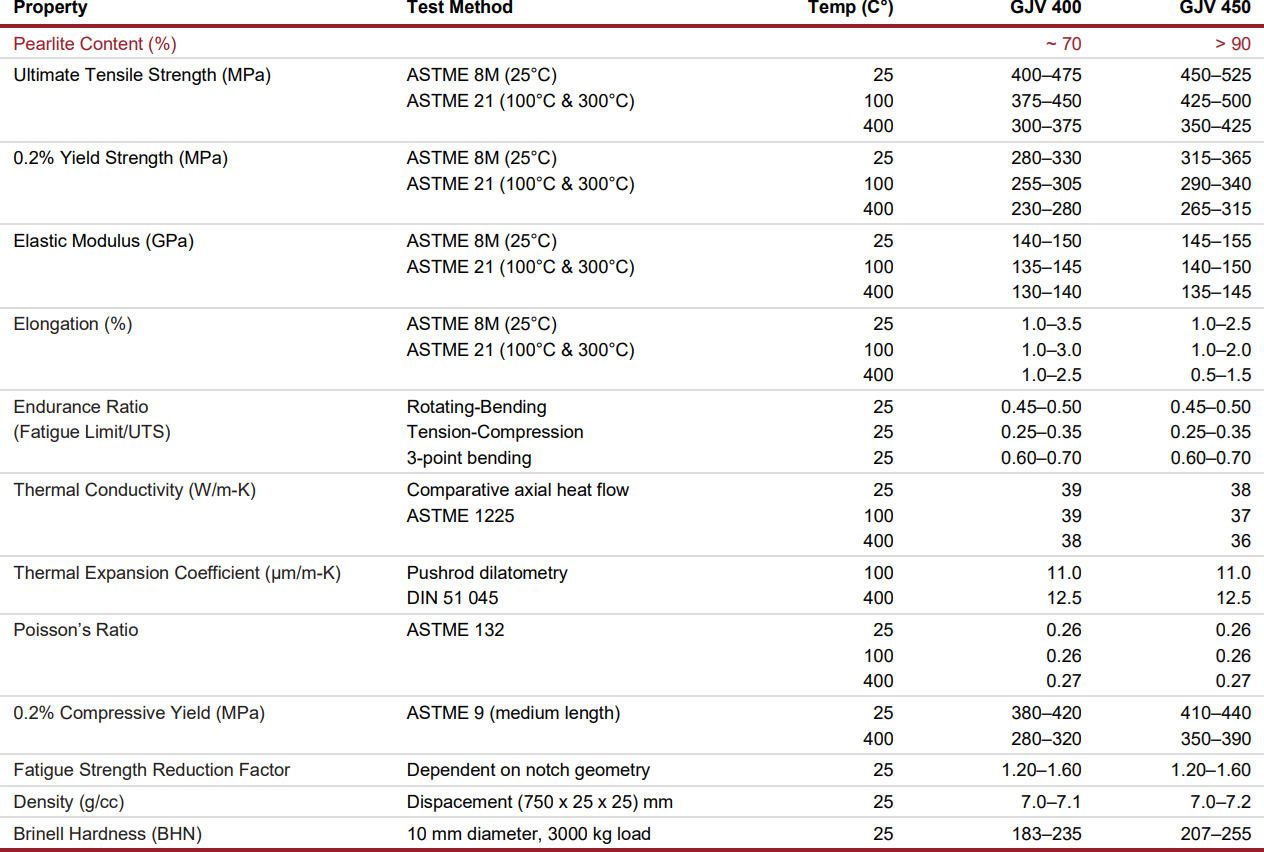
Mechanical and Physical Properties of 10% Nodularity CGI – ISO 16112
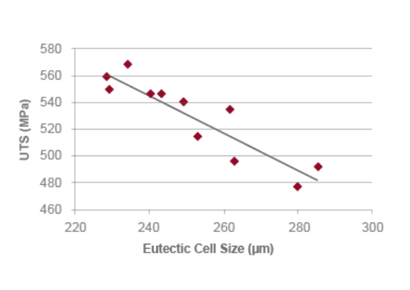
The Effect of Cooling Rate
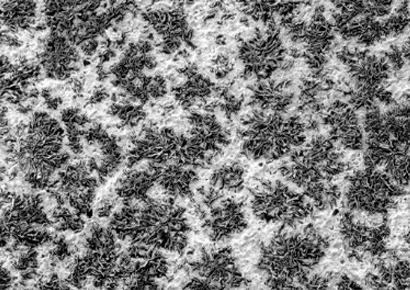
The cooling rate of a casting influences the microstructure in three ways. First, higher cooling rates increase the number of eutectic cells per square millimetre, resulting in more grain boundaries that reinforce and strengthen the material. Second, thinner walls (<4~5 mm) with faster cooling will tend to have higher nodularity, perhaps up to 50% Nodularity, providing higher strength, although this effect is less in large components that have high thermal mass. Third, faster cooling rates promote finer pearlite, again increasing strength. For these reasons, smaller components typically have higher mechanical properties than larger components, even if the chemistry and bulk microstructure are the same.
Related Video
Dr Steve Dawson, President & CEO, presents a series of SinterCast Videos to provide overviews of Compacted Graphite Iron, CGI Engine Benefits, the SinterCast technologies for process control and Industry 4.0 traceability, and the overall SinterCast market development.